
ГОСТ 10888-93
(ИСО 5019-1-84,
ИСО 5019-2-84,
ИСО 5019-5-84)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ИЗДЕЛИЯ ВЫСОКООГНЕУПОРНЫЕ
ПЕРИКЛАЗОХРОМИТОВЫЕ
ДЛЯ КЛАДКИ СВОДОВ
СТАЛЕПЛАВИЛЬНЫХ ПЕЧЕЙ
Технические условия
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1. РАЗРАБОТАН Техническим комитетом «Огнеупоры Украины»
ВНЕСЕН Государственным комитетом Украины по стандартизации, метрологии и сертификации
2. ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации 17 февраля 1993 г.
За принятие проголосовали:
Наименование национального органа по стандартизации
Азербайджанская Республика
Азгосстандарт
Республика Армения
Армгосстандарт
Республика Белоруссия
Госстандарт Белоруссии
Грузия
Грузстандарт
Республика Казахстан
Госстандарт Республики Казахстан
Киргизская Республика
Киргизстандарт
Республика Молдова
Молдовастандарт
Российская Федерация
Госстандарт России
Республика Узбекистан
Узгосстандарт
Украина
Госстандарт Украины
3. Стандарт соответствует международному стандарту ИСО 5019-1-84, ИСО 5019-2-84, ИСО 5019-5-84 в части размеров огнеупорных изделий
4. Постановлением Государственного комитета Российской Федерации по стандартизации, метрологии и сертификации от 21 января 1997 г. № 86 межгосударственный стандарт ГОСТ 10888-93 (ИСО 5019-1-84, ИСО 5019-2-84, ИСО 5019-5-84) введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1998 г.
5. ВЗАМЕН ГОСТ 10888-76
6. ПЕРЕИЗДАНИЕ. Август 2002 г.
ГОСТ 10888-93
(ИСО 5019-1-84,
ИСО 5019-2-84,
ИСО 5019-5-84)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ИЗДЕЛИЯ
ВЫСОКООГНЕУПОРНЫЕ Технические условия Periclasechromite
refractories for the steelmelting furnace roofs. |
Дата введения 1998-01-01
Настоящий стандарт распространяется на высокоогнеупорные обожженные периклазохромитовые изделия, предназначенные для кладки сводов мартеновских, двухванных и электросталеплавильных печей.
1.1. Высокоогнеупорные обожженные периклазохромитовые изделия в зависимости от физико-химических свойств подразделяются на марки, указанные в таблице 1.
1.2. При применении изделий допускается взаимозаменяемость марок.
Таблица 1
Характеристика
Применение
пхсп
Периклазохромитовые сводовые плотные
Своды плавильного пространства двухванных, мартеновских печей вместимостью 850 - 900 т, работающих с повышенной удельной интенсивностью продувки ванны кислородом (8 - 12 м3/(т·ч)), с умеренной удельной интенсивностью продувки ванны кислородом (5 - 7 м3 (т·ч)), и электросталеплавильных печей вместимостью 50 т и более
ПХСУТ
Периклазохромитовые сводовые уплотненные термостойкие
ПХСУ
Периклазохромитовые сводовые уплотненные
Своды плавильного пространства мартеновских печей вместимостью 200 - 300 т, работающих с повышенной удельной интенсивностью продувки ванны кислородом (11 - 20 м3/(т·ч)), мартеновских печей вместимостью 400 - 650 т, работающих с умеренной удельной интенсивностью продувки ванны кислородом (5 - 10 м3/(т·ч)), электросталеплавильных печей вместимостью менее 50 т
пхсс
Периклазохромитовые сводовые среднеплотные
Своды плавильного пространства мартеновских печей вместимостью 200 - 300 т, работающих с умеренной удельной интенсивностью продувки ванны кислородом (7 - 10 м3/(т·ч))
пхсст
Периклазохромитовые сводовые среднеплотные термостойкие
Своды плавильного пространства мартеновских печей, работающих без продувки ванны кислородом, а также своды головок шлаковиков и регенераторов
2.1. Форма и размеры изделий должны соответствовать требованиям, указанным на рисунках 1 - 7, в таблицах 2 - 8 и приложениях 1, 2, 3.
2.2. Расчетные объем и масса изделий приведены в приложении 4.
2.3. Изделия, приведенные на рисунках 1, 2, 4 - 6, кроме изделий длиной 230 мм, изготовляются с отверстиями для штырей по рисункам 8 - 11. Размеры, не указанные на рисунках 9 - 11, должны соответствовать данным рисунка 8.
Рабочей поверхностью изделий с номерами 9 - 46 считается поверхность по торцевой грани S1В (рисунок 2), S1L (рисунок 3), SB (рисунки 4, 5).
Нормы для показателей внешнего вида, приведенные в таблице 10 для изделий, форма которых не позволяет определить рабочую поверхность, относятся только к одной из поверхностей.
Рабочая поверхность изделий, изготовляемых по рисункам, согласованным между изготовителем и потребителем, должна быть указана на рисунках.
2.4. Для установки усиленной металлической подвески в изделиях со штыревыми отверстиями изготовляются углубления по рисункам 12 - 15. Размеры, не указанные на рисунках 13 - 15, должны соответствовать данным рисунка 12.
2.5. Размеры, определяющие расположение штыревых отверстий (рисунки 8 - 15), а также радиусы закруглений (рисунки 8, 12) и размер (5 ± 2) мм (рисунки 12, 15) подлежат контролю только при изготовлении пресс-формы.
2.6. Размеры h, k, α (рисунок 7 и таблица 8) не подлежат контролю и даны только для использования при изготовлении пресс-формы.
2.7. Предельные отклонения по размерам изделий должны соответствовать размерам, указанным в таблице 9.
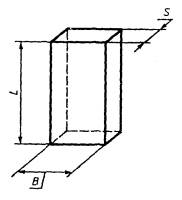
Рисунок 1 - Кирпич прямой
Таблица 2
L
В
S
мм
1
230
115
65
2
300
150
75
3
380
150
75
4
380
150
90
5
460
150
75
6
460
150
90
7
520
150
75
8
520
150
90
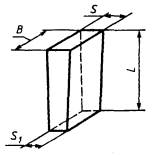
Рисунок 2 - Клин торцевой двухсторонний
Таблица 3
L
В
S
S1
мм
9
230
115
65
45
10
230
115
65
55
11
300
150
75
68
12
300
150
85
68
13
300
150
85
75
14
380
150
77
68
15
380
150
77
72
16
380
150
82
66
17
380
150
85
75
18
380
150
90
78
19
380
150
90
83
20
460
150
65
50
21
460
150
77
71
22
460
150
79
68
23
460
150
83
75
24
460
150
90
78
25
460
150
90
83
26
520
150
79
70
27
520
150
84
75
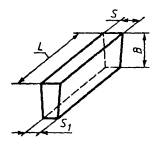
Рисунок 3 - Клин ребровый двухсторонний
Таблица 4
L
В
S
S1
мм
28
230
115
68
45
29
230
115
65
55
30
230
150
65
55
31
300
150
65
55
32
300
150
75
55
33
300
150
75
65
34
300
150
90
80
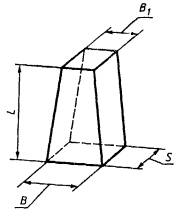
Рисунок 4 - Клин переходный (радиальный) двухсторонний
Таблица 5
L
В
В1
S
мм
35
230
115
93
65
36
300
150
135
75
37