

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МЕТАЛЛОПРОДУКЦИЯ
Методы измерения отклонений формы
ГОСТ 26877-91
КОМИТЕТ СТАНДАРТИЗАЦИИ И МЕТРОЛОГИИ СССР
Москва
Содержание
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
МЕТАЛЛОПРОДУКЦИЯ |
ГОСТ 26877-91 |
|
Методы измерения отклонений формы |
|
|
Metal products. |
|
|
Methods of measuring form variations |
Дата введения 01.07.92
Настоящий стандарт устанавливает методы измерения отклонений, формы блюмов, слябов, листов, ленты, полосы, рулона, прутков, труб, профилей горячекатаных и гнутых, катанки и проволоки из черных и цветных металлов и сплавов.
Термины и пояснения отклонений формы металлопродукции приведены в приложении 1.
Для измерения отклонений формы применяют стандартизированные ручные средства измерения, приведенные в приложении 2, а также нестандартизованные автоматические, приведенные в приложении 3.
Допускается применять другие средства измерения, прошедшие госиспытания или метрологическую аттестацию в органах государственных или ведомственных служб и удовлетворяющие по точности требованиям настоящего стандарта.
2.1. Для измерения отклонения формы металлопродукцию укладывают на плоскую поверхность, например поверочную плиту или стеллаж.
2.2. Металлопродукция на плоскости должна лежать свободно без воздействия каких-либо внешних сил, например, нажима, натяжения, кручения, если в стандартах на конкретный вид проката не установлены другие требования.
3.1. Отклонения от плоскостности и прямолинейности измеряют на всей длине металлопродукции или на длине 1000 мм, если в стандартах на конкретный вид проката не установлены другие требования.
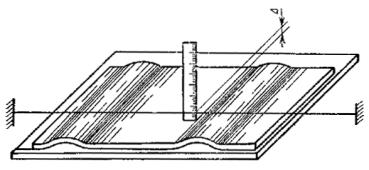
3.2. Волнистость, коробоватость и прогиб определяют по наибольшему значению D между плоской поверхностью и нижней поверхностью металлопродукции или между верхней поверхностью и прилегающей плоскостью или прямой, параллельной плоской поверхности.
Измерения проводят одним из способов:
1) с помощью приложенной к торцу металлопродукции в вертикальном положении измерительной линейки, штангенглубиномера или щупа (черт. 1 и 2);
Черт. 2
2) с помощью прилегающей к верхней поверхности жесткой стальной линейки и измерительной линейки, расположенной вертикально (черт. 3);
Черт. 3
3) с помощью прилегающей к верхней поверхности натянутой стальной струны и измерительной линейки, расположенной вертикально (черт. 4);
Черт. 4
4) индикатором, укрепленным на кронштейне и перемещающимся параллельно плоскости расположения металлопродукции.
Волнистость, коробоватость и прогиб выражаются в миллиметрах или процентах на нормируемую длину.
Длина волны выражается в миллиметрах.
При необходимости определяют длину волны (L) измерением расстояния между точками прилегания поверхности к металлопродукции с помощью измерительной стальной линейки (черт. 1).
3.3. Скручивание измеряют в любой плоскости на нормируемом расстоянии L от базового поперечного сечения.
Металлопродукцию укладывают так, чтобы одна из ее сторон в базовом поперечном сечении соприкасалась с плоской поверхностью.
1) измеряют значение отставания D поперечного сечения от плоской поверхности с помощью измерительной линейки или щупа (черт. 5 и 6);