
|
ФЕДЕРАЛЬНОЕ АГЕНТСТВО |
||
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р ИСО |
Сварка и родственные процессы.
Словарь
Часть 1
ПРОЦЕССЫ СВАРКИ МЕТАЛЛОВ
Термины и определения
ISO 857-1:1998
Welding and allied processes - Vocabulary - Part 1:
Metal welding processes
(IDT)
|
|
Москва Стандартинформ 2010 |
4.2.5.3 сварка газовым лазером (522): Лазерная сварка, при которой в качестве активной среды используют газ.
4.2.5.4 электронно-лучевая сварка (51): Сварка плавлением, при которой используют сфокусированный электронный луч (см. рисунок 49).
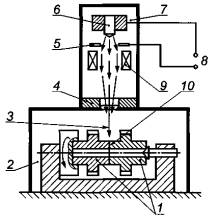
1 - заготовка; 2 - рабочая камера; 3 - электронный луч; 4 -
отклоняющая система; 5 - анод; 6 - катод; 7 - вакуумная камера; 8 - источник
питания; 9 - фокусирующая система; 10 - сварной шов
Рисунок 49 - Электронно-лучевая сварка
4.2.5.5 электронно-лучевая сварка в вакууме (511): Электронно-лучевая сварка, выполняемая в вакууме.
4.2.5.6 электронно-лучевая сварка в атмосфере (512): Электронно-лучевая сварка, выполняемая в атмосфере.
4.2.6 Энергоноситель - движение массы
(До настоящего времени такие процессы не известны.)
4.2.7 Энергоноситель - электрический ток
4.2.7.1 электрошлаковая сварка (72): Сварка плавлением, при которой используют теплоту, выделяющуюся в вылете плавящегося электрода или электродов и в токопроводящей шлаковой ванне при прохождении тока, при этом металлическая ванна и шлаковая ванна удерживаются охлаждаемыми ползунами, перемещающимися вверх по мере выполнения шва (см. рисунок 50).
Примечание - После наведения шлаковой ванны с помощью дуги конец электрода погружается в шлак и непрерывно плавится до окончания сварки. Электродами могут быть сплошные или порошковые ленты и пластины.
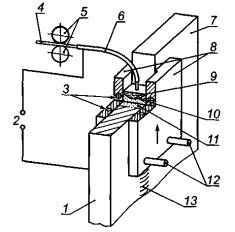
1 - заготовка; 2 - источник питания; 3 - водяное охлаждение; 4 -
электрод; 5 - подающие ролики; 6 - направляющий мундштук; 7 - заготовка; 8 -
ползуны; 9 - шлаковая ванна; 10 - сварочная ванна; 11 - металл шва; 12 -
водяное охлаждение; 13 - сварной шов
Рисунок 50 - Электрошлаковая сварка
5.1.1 однопроходная сварка: Сварка, при которой выполняют шов или наплавляют слой за один проход.
Примечание - Шов может состоять из одного или нескольких валиков.
5.1.2 двухпроходная сварка: Сварка, при которой выполняют шов или наплавляют слой за два прохода.
5.1.3 многопроходная сварка: Сварка, при которой выполняют шов или наплавляют слой более чем за два прохода.
Примечание - Может быть указано количество проходов (например, «трехпроходная сварка»).
5.1.4 односторонняя сварка: Сварка, при которой шов выполняют с одной стороны заготовки.
5.1.5 двусторонняя сварка: Сварка, при которой шов выполняют с обеих сторон заготовки.
5.1.6 двусторонняя однопроходная сварка: Сварка, при которой шов выполняют с обеих сторон заготовки за один проход и каждый проход состоит только из одного валика.
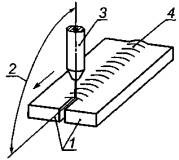
5.1.7 одновременная двусторонняя сварка: Сварка, при которой шов выполняют одновременно с двух сторон заготовки (см. рисунок 51).
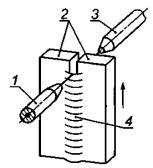
1 - сварочная головка; 2 - заготовка; 3 - сварочная головка; 4 -
сварной шов
Рисунок 51 - Одновременная двусторонняя
сварка
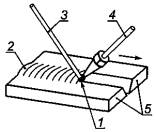
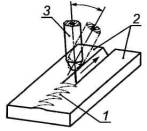
5.1.8 левый способ сварки: Газовая сварка, при которой присадочный пруток движется впереди горелки (см. рисунок 52).
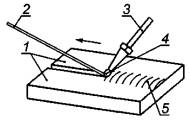
1 - заготовка; 2 - присадочный пруток; 3 - газовая горелка; 4 -
газовое пламя; 5 - сварной шов
Рисунок 52 - Левый способ сварки
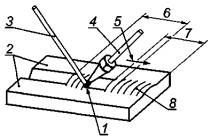
5.1.9 правый способ сварки: Газовая сварка, при которой присадочный пруток движется позади горелки (см. рисунок 53).
1 - газовое пламя; 2 - сварной шов; 3 - присадочный пруток; 4 -
газовая горелка; 5 - заготовка
Рисунок 53 - Правый способ сварки
5.1.10 сварка по узкому зазору: Сварка плавлением, при которой зазор между заготовками относительно узкий. Могут применяться различные способы дуговой сварки плавящимся электродом, то есть дуговая сварка в активном газе плавящимся электродом, дуговая сварка с принудительным формированием и газовой защитой и т.д.
5.1.11 обратноступенчатая сварка: Сварка, при которой короткие участки шва выполняют в направлении, обратном общему приращению длины шва, и так, чтобы конец одного участка перекрывал начало предыдущего участка (см. рисунок 54).
1 - газовое пламя; 2 - заготовка; 3 - присадочный пруток; 4 -
газовая горелка; 5 - направление сварки коротких отрезков; 6 - второй проход; 7
- первый проход; 8 - сварной шов
Рисунок 54 - Обратноступенчатая сварка
5.1.12 сварка углом вперед: Сварка, при которой горелка наклонена под острым углом коси шва в сторону, обратную направлению сварки (см. рисунок 55).
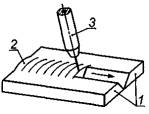
1 - заготовка; 2 - сварной шов; 3 - горелка
Рисунок 55 - Сварка углом вперед
5.1.13 сварка углом назад: Сварка, при которой горелка наклонена под острым углом коси шва в сторону, совпадающую с направлением сварки (см. рисунок 56).
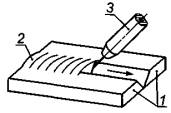
1 - заготовка; 2 - сварной шов; 3 - горелка
Рисунок 56 - Сварка углом назад
5.1.14 сварка с поперечным колебанием горелки: Сварка, при которой шов выполняют с колебанием горелки поперек направления сварки (см. рисунок 57).
1 - сварной шов; 2 -
заготовка; 3 - горелка
Рисунок 57 - Сварка с поперечным колебанием горелки
5.1.15 сварка прихватками: Фиксация взаимного расположения свариваемых деталей или узлов короткими сварными швами.
5.2.1 сварочная операция: Операция, при которой детали соединяют с помощью сварки.
Примечание - При дуговой сварке, например сварочная операция совпадает с временем горения дуги.
5.2.2 условия сварки: Условия, при которых осуществляют сварку; они включают в себя факторы окружающей среды (например, погоду), стресс и эргономические факторы (например, шум, жару, стесненные условия работы) и факторы, относящиеся к заготовкам (например, основной металл, форма разделки, положение шва в пространстве).
5.2.3 параметры сварки: Данные, необходимые для выполнения требуемого шва с помощью данного процесса сварки; они включают в себя, например, присадочный металл, набор механических и электрических параметров, температуру предварительного подогрева, температуру сопутствующего подогрева, температуру шва перед выполнением последующего прохода, порядок заполнения шва.
Примечание - В качестве примера на рисунке 58 показана кривая электрических параметров сварки.
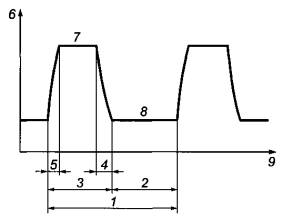
1 - период; 2 - время паузы; 3 - время импульса; 4 - время спада; 5
- время нарастания; 6 - напряжение (ток); 7- напряжение (ток) импульса; 8 -
напряжение (ток) паузы; 9 - время
Рисунок 58 - Пример параметров сварки
5.2.4 наклон горелки: Угол между осью горелки и продольной осью свариваемого соединения в направлении сварки (см. рисунок 59).
1 - заготовка; 2 - наклон горелки; 3 - горелка; 4 - сварной шов
Рисунок 59 - Наклон горелки
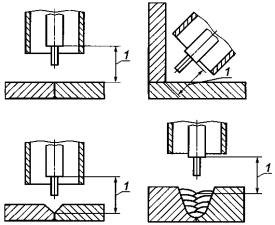
5.2.5 угол между горелкой и изделием: Угол между осью горелки и базовой поверхностью изделия в плоскости, перпендикулярной к направлению сварки (см. рисунок 60).
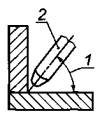
1 - угол между горелкой и изделием; 2 - горелка
Рисунок 60 - Угол между горелкой и изделием
5.2.6 вылет электрода: Расстояние между концом мундштука и концом проволочного электрода.
5.2.7 расстояние от мундштука до изделия: Расстояние от мундштука до точки зажигания дуги на изделии (см. рисунок 61).
1 - расстояние от мундштука до
изделия
Рисунок 61 - Расстояние от мундштука до изделия
5.2.8 направление сварки: Направление, в котором выполняют сварку.
Примечание - Направление сварки определяют направлением приращения длины шва.
5.2.9 скорость плавления: Скорость, с которой плавится присадочный металл.
Примечание - Скорость плавления определяют как длину расплавленного присадочного металла в единицу времени.
5.2.10 скорость подачи присадочного металла: Скорость, с которой подают присадочный металл.
Примечание - Скорость подачи определяют как длину присадочного металла, подаваемого в единицу времени.
5.2.11 скорость сварки: Скорость, с которой увеличивается длина валика в направлении сварки.
5.2.12 время охлаждения: Время охлаждения между двумя установленными температурами, обычно определяемое для шва и его зоны термического влияния.
Пример - t8/5 обозначает время охлаждения от 800 °С до 500 °С.
5.2.13 время плавления: Время, в течение которого плавится присадочный металл.
5.2.14 время нагрева: Время нагрева между двумя установленными температурами, обычно
