ФЕДЕРАЛЬНОЕ
АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ
|
ГОСТ
Р |
ТРУБЫ МЕДНЫЕ КРУГЛОГО СЕЧЕНИЯ
ДЛЯ ВОДЫ И ГАЗА
Технические условия
Москва
Стандартинформ
2005
Предисловие
Задачи, основные принципы и правила проведения работ по государственной стандартизации в Российской Федерации установлены ГОСТ Р 1.0-92 «Государственная система стандартизации Российской Федерации. Основные положения» и ГОСТ Р 1.2-92 «Государственная система стандартизации Российской Федерации. Порядок разработки государственных стандартов»
Сведения о стандарте
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 106 «Цветметпрокат», Научно-исследовательским, проектным и конструкторским институтом сплавов и обработки цветных металлов «Открытое акционерное общество «Институт Цветметобработка»»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 106 «Цветметпрокат»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 9 марта 2005 г. № 45-ст
4 Настоящий стандарт включает в себя отдельные положения регионального стандарта EN 1057:1996 «Медь и медные сплавы - Бесшовные медные трубы круглого сечения для воды и газа в отопительных и очистных сооружениях»
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в указателе «Национальные стандарты», а текст этих изменений - в информационном указателе «Национальные стандарты». В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе «Национальные стандарты»
Введение
Трубы наружным диаметром не более 108 мм подходят для капиллярной пайки, в том числе пайки твердым припоем, или соединением их путем механической деформации.
Соединение труб наружным диаметром более 108 мм предпочтительно проводить пайкой твердым припоем или сваркой.
СОДЕРЖАНИЕ
|
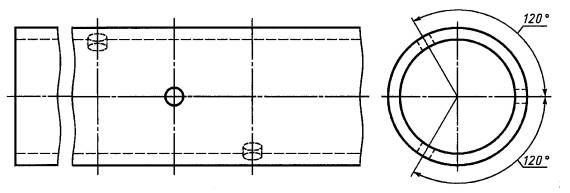
вихретокового контроля труб диаметром до 42 мм включительно, изложенным в приложении вихретоковый дефектоскоп; - комплект проходных вихретоковых преобразователей разного диаметра; - протяжно-центрирующее устройство с механизмом автоматической разбраковки или автоматической метки дефектных зон; - эталонный образец. Е.2.3 Вихретоковый проходной преобразователь устанавливают на протяжно-центрирующем устройстве с таким расчетом, чтобы труба была центрирована относительно электрического центра катушки проходного преобразователя. Показателем электрического центрирования является независимость интенсивности сигнала от положения несплошности на окружности. Несплошность может быть как естественная (на отбракованной ранее трубе), так и искусственная. Е.2.3.1 Рекомендуется внутренний диаметр проходного преобразователя выбирать с таким расчетом, чтобы получать максимальное заполнение отверстия трубой. Е.2.3.2 Оборудование, на котором проводят контроль труб, должно быть оснащено устройством для подавления сигнала концевого эффекта. Е.2.4 Протяжно-центрирующее устройство - это электромеханическое средство подачи трубы через проходной преобразователь. Устройство должно поддерживать трубу концентрически относительно электрического центра катушки проходного преобразователя. Е.2.5 Эталонный образец должен иметь три отверстия, просверленных радиально через стенку трубы под углом 0°, 120° и 240°, по одному в каждой из трех поперечных плоскостей в соответствии с рисунком Е.1. Отверстия должны быть расположены друг от друга на расстоянии, достаточном для того, чтобы дефектоскоп фиксировал отдельные сигналы от каждого отверстия без помех от концов образца. Допускается изготовление и применение эталонного образца с одним отверстием, который должен пропускаться через проходной преобразователь три раза с поворотом при каждом последующем пропускании отверстия образца на 120° относительно предыдущего его положения.
Рисунок Е.1 - Эталонный образец с тремя отверстиями Е.2.5.1 Эталонный образец служит для настройки дефектоскопа на минимальную чувствительность контроля, обеспечивающую надежное выявление всех трех имеющихся на образце искусственных несплошностей, и для периодической проверки работоспособности средств контроля. Е.2.5.2 Размеры диаметров сверленых отверстий приведены в таблице Е.1. Таблица Е.1 В миллиметрах |
Диаметр сверленых отверстий |
|
номинальный
предельное отклонение
От 6,0 до 28,0 включ.
1,2
±0,05
Св. 28,0 до 42,0 включ.
2,0
Е.2.5.3 Эталонные образцы изготовляют из труб того же сплава, состояния, размера, что и контролируемые трубы. Допускается расхождение эталонного образца с контролируемыми трубами только по толщине стенки, но не более чем на 0,5 мм.
Е.3 Подготовка к контролю
Е.3.1 Трубы должны быть очищены от значительных пригаров смазки, металлической стружки, отслаивающейся окалины и других загрязнений поверхности.
Е.3.2 Перед началом контроля дефектоскоп выводят на режим и проверяют его работоспособность в соответствии с инструкцией по эксплуатации и методикой контроля.
Е.3.4 Состояние эталонных образцов проверяют не реже одного раза в три месяца. Одновременно проводят метрологический контроль размеров искусственных несплошностей (отверстий) на образце.
Е.4 Проведение контроля
Е.4.1 Трубы по одной подаются в протяжно-центрирующее устройство.
Е.4.2 Если при прохождении трубы не возникает сигнал «Брак», свидетельствующий о наличии недопустимых несплошностей в ней, то трубу считают годной. В противном случае трубу отбраковывают.
Е.4.3 Контроль настройки вихретокового дефектоскопа должен проводиться перед каждым началом работ по Е.3.3 и периодически через каждые 2 ч непрерывной работы путем двух-, трехразового пропускания образца через установку.
Е.4.4 При обнаружении нарушений настройки или отклонений от требований, описанных в Е.2.2 - Е.2.5 настоящего приложения, контроль труб должен быть прекращен до восстановления режима работы оборудования. Все трубы, прошедшие контроль при указанных нарушениях режима, подвергают повторной проверке.
Е.5 Обработка результатов
Е.5.1 Индикация дефектного участка осуществляется сигнальной лампочкой, которая загорается при его прохождении через проходной преобразователь. Установка может работать в автоматическом режиме, обеспечивая сортировку проконтролированных труб на соответствующие и несоответствующие техническим требованиям. Кроме того, к нему может быть подключено регистрирующее или маркирующее устройство.
Е.5.2 Результаты вихретокового контроля труб записывают в журнал. При этом должны быть указаны основные условия проведения контроля: эталонный образец, тип установки, объем контроля, рабочая частота, размер проходного преобразователя.
Е.5.3 Записи в журнале служат для статистического анализа эффективности контроля труб и состояния технологического процесса их производства.
Ключевые слова: трубы медные, наружный диаметр, средний диаметр, толщина стенки, марки, химический состав, косина реза, кривизна, герметичность, углеродная пленка