ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ |
ГОСТ
Р |
ПРОКАТ АРМАТУРНЫЙ СВАРИВАЕМЫЙ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ КЛАССОВ А500С И В500С ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Технические условия
![]()
Москва
Стандартинформ
2006
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 375 «Металлопродукция из черных металлов и сплавов», филиалом ФГУП НИЦ «Строительство - НИИЖБ», ФГУП «ЦНИИчермет им. И.П. Бардина»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 375 «Металлопродукция из черных металлов и сплавов»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 17 мая 2006 г. № 97-ст
4 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет.
Содержание
|
испытаний арматурного проката на изгиб с последующим разгибом
5.6 Химический состав стали и значение углеродного эквивалента должны соответствовать указанным в таблице 5. Таблица 5 Химический состав стали и значения углеродного эквивалента
5.7 Свариваемость арматурного проката обеспечивают химическим составом стали и технологией его изготовления и контролируют в соответствии с приложением Б. 5.7.1 Для обеспечения требуемой прочности сварных соединений термомеханически упрочненного арматурного проката (в скобках - для готового проката) значения углеродного эквивалента Сэкв должны быть, %, не менее:
5.8 Статистические показатели временного сопротивления Таблица 6 Статистические показатели механических свойств арматурного проката
5.9 По требованию потребителя выносливость проката должна соответствовать требованиям таблицы 3 с проверкой по методике приложения Г. 6 Правила приемки6.1 Общие правила приемки - по ГОСТ 7566. 6.2 Приемосдаточный контроль у изготовителя 6.2.1 Арматурный прокат у изготовителя принимают партиями с контролем следующих характеристик: - предела текучести; - временного сопротивления; - относительного удлинения; - свойств при изгибе; - площади поперечного сечения и массы 1 м длины; - размеров периодического профиля и относительной площади смятия поперечных ребер периодического профиля; - химического состава и углеродного эквивалента; - качества поверхности; - кривизны прутков. 6.2.2 Партия должна состоять из арматурного проката одного номинального диаметра, одного состояния поставки, одной плавки-ковша и должна быть оформлена одним документом о качестве. Масса партии должна быть не более 70 т. Допускается увеличивать массу партии проката класса А500С до массы плавки-ковша. 6.2.3 От каждой партии отбирают: - для контроля химического состава - одну пробу; - для контроля качества поверхности, геометрических размеров профиля и массы 1 м длины - 2 образца; - для испытаний на растяжение - 2 образца; - для испытаний на изгиб или изгиб с разгибом - 2 образца. 6.2.4 Каждый отдельный результат испытаний должен удовлетворять требованиям раздела 5. 6.2.5 При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей повторные испытания проводятся на удвоенном количестве образцов. Результаты повторных испытаний являются окончательными. 6.3 Контроль выносливости и свариваемости арматурного проката проводят в соответствии с приложениями Г и Б. 6.4 Каждая партия арматурного оката должна сопровождаться документом о качестве, оформленным в соответствии с требованиями ГОСТ 7566. В документе о качестве на арматурный прокат указывают: - номинальный диаметр; - класс арматурного проката и обозначение настоящего стандарта; - массовую долю (плавочную) в стали химических элементов, приведенных в 5.6 (таблица 5) и 7.9; - временное сопротивление - предел текучести - относительное удлинение - результаты испытания на изгиб в холодном состоянии или изгиб с последующим разгибом. По требованию потребителя в документе о качестве указывают
статистические показатели прочностных свойств - минимальные средние значения в
каждой партии предела текучести 6.5 Входной контроль у потребителя 6.5.1 Каждую партию арматурного проката у потребителя подвергают входному контролю. 6.5.2 Для контроля качества поверхности, геометрических параметров и массы 1 м длины проката, а также испытаний на растяжение, изгиб или изгиб с разгибом отбирают по одному образцу. 6.5.3 Для арматурного проката, поставленного с указанием в документе о качестве статистических показателей механических свойств, испытания образцов на растяжение, изгиб или изгиб с разгибом допускается не проводить. 6.5.3.1 В случае разногласий в оценке качества продукции контроль механических свойств осуществляют в соответствии с приложением В. 7 Методы испытаний7.1 Качество поверхности арматурного проката проверяют без применения увеличительных приборов. 7.2 Для испытаний на растяжение используют образцы арматурного проката в состоянии поставки или после правки. Испытания на растяжение с определением 7.3 Определение статистических показателей изменчивости механических свойств арматурного проката в генеральной совокупности и в каждой партии проводят в соответствии с приложением В. 7.4 Испытания на изгиб в холодном состоянии проводят по ГОСТ 14019. 7.5 Испытания на изгиб с последующим разгибом проводят по ГОСТ 10884. 7.6 Испытания на выносливость проводят по методике, приведенной в приложении Г. 7.7 Геометрические параметры арматурного проката проверяют в соответствии с приложением Е. 7.8 Химический анализ стали проводят по ГОСТ 12354, ГОСТ 12359, ГОСТ 22536.0 - ГОСТ 22536.3, ГОСТ 28473, ГОСТ 22536.5, ГОСТ 22536.7 - ГОСТ 22536.9, ГОСТ 22536.12, ГОСТ 27809 или другими методами, обеспечивающими необходимую точность. 7.9 Углеродный эквивалент Сэкв, приведенный в таблице 5, рассчитывают по формуле:
где С, Мп, Сг, Мо, V, Ni, Си - фактические массовые доли, соответственно, углерода, марганца, хрома, молибдена, ванадия, никеля и меди в стали, %. 8 Маркировка, упаковка, транспортирование и хранение8.1 Маркировка, упаковка, транспортирование и хранение арматурного проката - по ГОСТ 7566 со следующими дополнениями. 8.2 Маркировка 8.2.1 Арматурный прокат должен иметь прокатную маркировку, включающую в себя товарный знак предприятия-изготовителя и обозначение класса проката А500С или В500С. Пример маркировки приведен на рисунке 1.
Рисунок
1 - Пример прокатной маркировки арматурного проката класса А500С 8.2.2 Допускается поставка арматурного проката с маркировкой предприятия-изготовителя, которую наносят с использованием утолщенных поперечных ребер с одной стороны проката. Начало чтения маркировки обозначают двумя утолщенными ребрами, число следующих обычных поперечных ребер до утолщенного ребра обозначает номер предприятия-изготовителя (приложение Д). В случае двухзначного номера предприятия-изготовителя (рисунок 2) начальное число обычных ребер указывает число десятков, а затем, после следующего утолщенного ребра, - число единиц.
Рисунок 2 - Пример прокатной маркировки предприятия-изготовителя под номером 14 8.2.3 Допускаются другие виды прокатной маркировки, не снижающие эксплуатационные свойства проката и согласованные с потребителем. 8.3 Упаковка 8.3.1 Общие правила упаковки - по ГОСТ 7566 со следующими дополнениями. 8.3.2 Прутки упаковывают в связки массой от 1,5 до 15 т. По требованию потребителя масса связки может быть менее 1,5 т. 8.3.3 При поставке в мотках каждый моток должен состоять из одного отрезка арматурного проката. Допускается поставка мотков, состоящих из двух отрезков, в количестве не более 10 % массы партии. Масса мотка должна быть от 0,3 до 1,5 т. По согласованию изготовителя с потребителем для холоднодеформированного проката класса В500С допускается масса мотка от 0,03 до 0,3 т и от 1,5, 3,0 т. Моток должен быть плотно обвязан. Количество и схему обвязок оговаривают в заказе или контракте. 8.3.4 Каждая связка и каждый моток арматурного проката должны иметь ярлык, на котором указывают: - товарный знак и наименование предприятия-изготовителя; - номинальный диаметр арматурного проката, мм; - класс арматурного проката; - обозначение настоящего стандарта; - номер партии. Приложение А
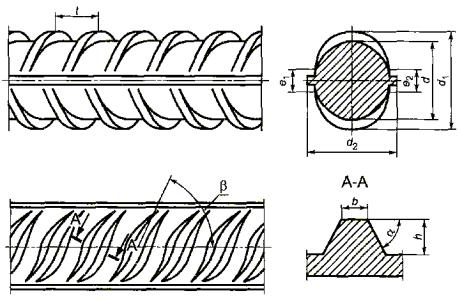
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Номинальный диаметр
арматурного проката |
Параметры периодического профиля |
|||||||||||
|
|
|
|
|
Пред. откл., % |
b |
|
|
|
||||
|
Ном. |
Пред. откл. |
Ном. |
Пред. откл. |
макс. |
мин. |
|||||||
|
6 |
5,8 |
+ 0,3 |
0,4 |
7,0 |
± 0,6 |
4 |
± 15 |
0,6 |
1,9 |
45º |
45º |
60º |
|
8 |
7,7 |
0,6 |
9,3 |
5 |
0,8 |
2,5 |
||||||
|
10 |
9,5 |
0,8 |
11,5 |
6 |
1,0 |
3,1 |
||||||
|
12 |
11,3 |
1,0 |
13,7 |
7 |
1,2 |
3,8 |
||||||
|
14 |
13,3 |
1,1 |
15,9 |
8 |
1,4 |
4,4 |
||||||
|
16 |
15,2 |
+ 0,3 |
1,2 |
18,0 |
± 0,8 |
9 |
± 15 |
1,6 |
5,0 |
45º |
45º |
60º |
|
18 |
17,1 |
1,3 |
20,1 |
10 |
1,8 |
5,6 |
||||||
|
20 |
19,1 |
1,4 |
22,3 |
11 |
2,0 |
6,3 |
||||||
|
22 |
21,1 |
+ 0,4 |
1,5 |
24,5 |
12 |
2,2 |
6,9 |
|||||
|
25 |
24,1 |
1,7 |
27,7 |
13 |
2,5 |
7,9 |
||||||
|
28 |
27,0 |
+ 0,4 |
1,9 |
31,0 |
± 1,2 |
15 |
± 15 |
2,8 |
8,8 |
45º |
60º |
35º |
|
32 |
30,7 |
2,2 |
35,1 |
16 |
3,2 |
10,0 |
||||||
|
36 |
34,5 |
2,4 |
39,5 |
18 |
3,6 |
11,3 |
||||||
|
40 |
38,4 |
2,7 |
43,8 |
20 |
4,0 |
12,5 |
||||||
Размеры, на которые не установлены предельные отклонения, приведены для построения калибра и на готовом профиле не проверяют.
А.2 Конфигурация периодического профиля арматурного проката, поставляемого в холоднодеформированном состоянии, приведена на рисунках А.2 и А.3. Относительная площадь смятия